15 リフロー・ソルダリングガイド
表 25にリフロー時の参考となる管理温度、図 50に温度設定の時間遷移を示します。本モジュールは、RoHS準拠部品はすべて、Sn-Pbはんだ実装プロセスと下位互換性があります。はんだ付け温度は、鉛フリーはんだを適切に溶融させるために230℃超でなければなりません。いずれのはんだ付け方法であっても、最適なリフロープロファイルは、はんだ材料、はんだ量、フラックス、はんだ付けされた各コンポーネントの限界温度、回路基板とコンポーネント材料の熱伝達特性、およびすべてのコンポーネントのレイアウトに依存します。回路基板上の最も脆弱なコンポーネントの時間限界と温度により、使用すべき実際の温度プロファイルが最終的に決まります。
表 25 リフローソルダリング管理温度
| プロファイル項目 | Sn-Pb実装 | Pb-Free実装 |
|---|---|---|
| Solder Paste / はんだペースト材 | Sn63/Pb37 | Sn96.5/Ag3/Cu0.5 |
| Preheat Temperature min / 最小予熱温度 (Tsmin) | 100℃ | 150℃ |
| Preheat temperature max / 最大予熱温度 (Tsmax) | 150℃ | 200℃ |
| Preheat Time (Tsmin to Tsmax) / 予熱時間 (ts) | 60 – 120 sec | 60 – 120 sec |
| Average ramp-up rate (Tsmax to Tp)/ 平均上昇率 | 3℃/second max | 3℃/second max |
| Liquidous Temperature (TL) / 融点 | 183℃ | 217℃ |
| Time (tL) Maintained Above (TL) 融点での維持時間 | 60 – 90 sec | 30 – 90 sec |
| Peak temperature / ピーク温度 (Tp ) | 220 – 235℃ | 230 – 250℃ |
| Average ramp-down rate (Tp to Tsmax) / 平均冷却率 | 6℃/second max | 6℃/second max |
| Time 25℃ to peak temperature / ピーク温度までの時間 | 6 minutes max | 8 minutes max |
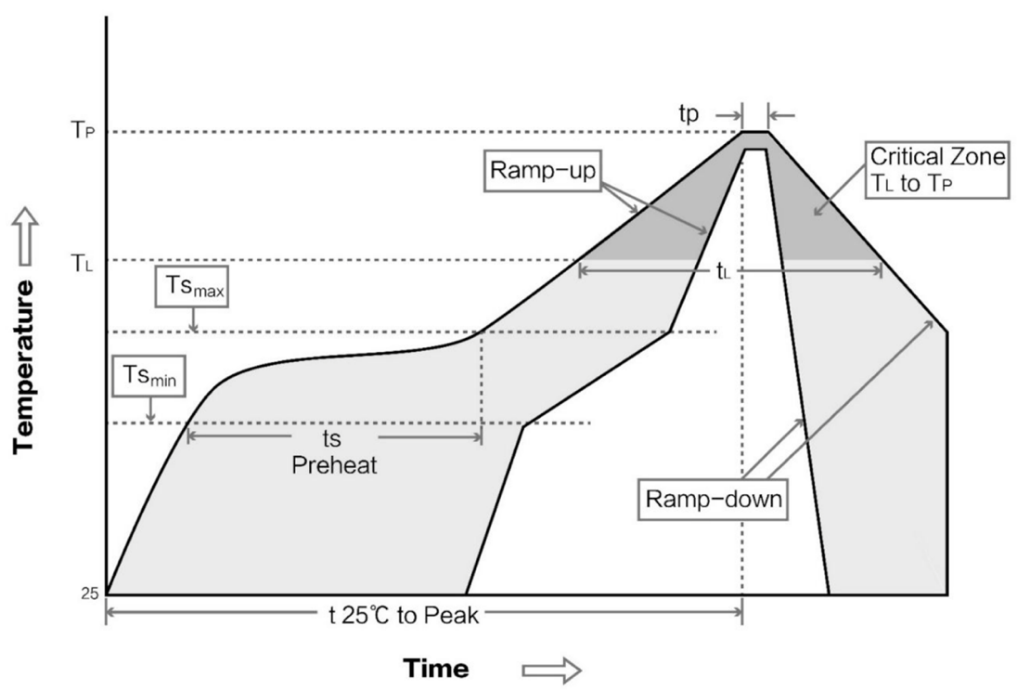
図 50 リフロー・ソルダリングカーブ
はんだ実装面のフットプリントは、図 51 推奨フットプリントのパターンを使用してください。また、GNDピンのベタグランドへの接続スポークなどの線幅などについては、本モジュールのGNDパッドが広いことを考慮して、リフローやはんだ実装時の安定した実装が行える程度に設計プリント基板のレイアウトによって設定することを推奨します。
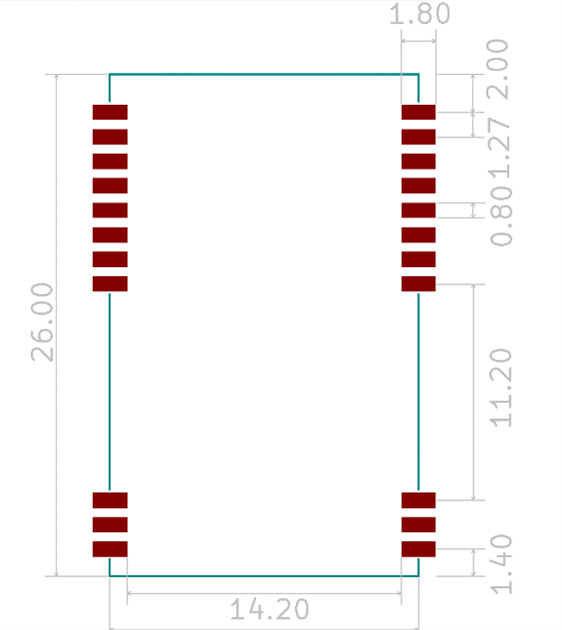
図 51 推奨フットプリント